E-mail: sale@xxdahan.com
Follow Us 



Choosing the right conveyor belt for heavy material handling isn't a one-size-fits-all decision. Many buyers assume that a durable belt designed for a stationary crusher will perform just as well on a mobile unit. That assumption can cost you thousands in energy waste, premature belt failure, and downtime.
While stationary and mobile crushers process similar materials—aggregates, ores, coal, and demolition debris—their conveyor belt requirements are fundamentally different. Here's why, and what you need to know before making a purchase.

Stationary plants are built to last decades. They operate in fixed locations, running long hours with constant material feed from trucks. These systems are workhorses—pushed day after day with conveyor runs that can extend hundreds of feet.
Mobile crushers and conveyors, by contrast, operate within a smaller footprint. They're designed for versatility—moved between job sites, repositioned within a yard, and deployed where needed. But this mobility comes with trade-offs that directly impact belt selection.
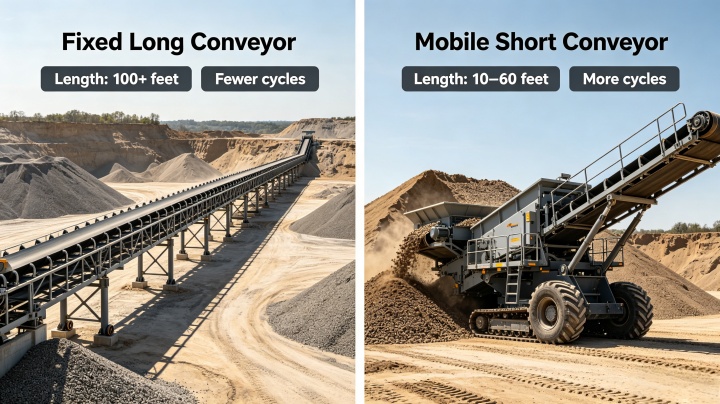
Stationary: Supports longer conveyor systems due to permanent site infrastructure. Longer belts carry heavier loads but experience fewer cycles.
Mobile: Has much shorter runs but sees significantly more belt revolutions and cycles. Shorter conveyors require a more durable cover compound with increased flexibility at the belt ends to handle repeated bending.
Why it matters: If you use a heavy stationary belt on a mobile unit, the stiffness will cause premature cracking at the splice points due to constant flexing.
The biggest hidden cost difference is belt weight.
A mobile unit has a limited power source (often diesel or single-phase electric). Every extra pound of belt mass directly reduces fuel or energy efficiency.
Consider this: if Belt A weighs 25% less than Belt B (with similar performance specs), the energy efficiency of the conveyor with Belt A can improve by up to 40%—and that saving applies even when running empty.
For mobile operations: Choose a low-profile belt with high-strength fabric inputs. This provides durability without the unnecessary weight that drains power.
There's a common misconception that the thickest belt is the strongest. For stationary plants with abundant power, that might be acceptable. But for mobile units, thicker belts cost more money and require more resources to operate.
A modern belt engineered with high-strength fabric and optimized rubber compounds can deliver the same tensile strength in a thinner profile—reducing energy consumption, wear on bearings and rollers, and overall operating costs.
For mobile operations: Prioritize belts with high-strength, low-profile design over simple thickness.
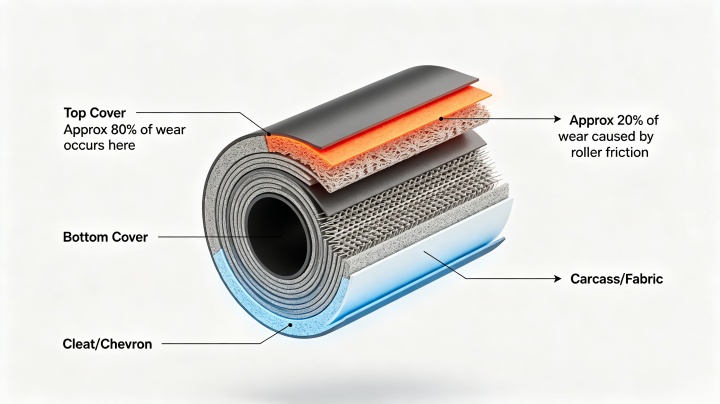
Stationary: Longer belts require a stronger belt carcass with robust connection methods at the belt ends, because they carry heavier loads over greater distances.
Mobile: Shorter conveyors face higher impact frequency from material loading (because loading points are closer together) and require a belt that can resist punctures and gouges while maintaining flexibility for accelerated cycles.
The takeaway: Stationary belts need tensile strength; mobile belts need impact resistance + flexibility.
Stationary plants often run multiple sorting conveyors at various inclines and lengths. Using the same belt for every conveyor doesn't optimize productivity.
Mobile units operate in changing environments—rain, dust, varying temperatures, and different material types on different job sites. The cover compound must withstand abrasion, UV exposure, and temperature extremes while maintaining grip.
Heavy-duty rubber belts typically operate in -30°C to +80°C environments and handle materials with bulk densities up to 1.6t/m³.
Stationary systems often use smooth or mildly textured belts because they're feeding from consistent sources onto stable, level surfaces.
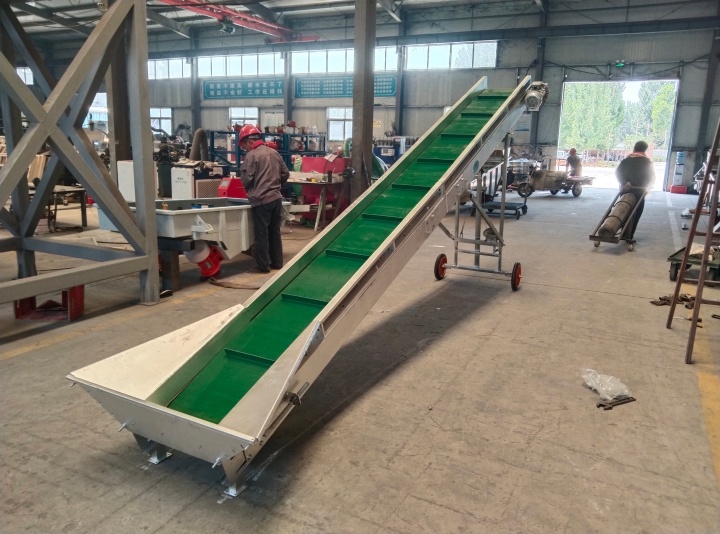
Mobile units frequently operate on inclines (typically 0°–30°) and handle diverse materials—from dry sand to wet clay to jagged demolition debris. A cleated belt (chevron pattern) is often essential to prevent material slippage and rollback.
For mobile operations: If you're moving lumpy materials on an incline, a smooth belt will let you down. Match the surface design to your material and terrain.
Conveyor belting is one of the most expensive individual components of any conveyor system. While a cheaper belt might save money upfront, it can cost real dollars down the road through:
The right belt for your application will more than pay for itself in the long run.
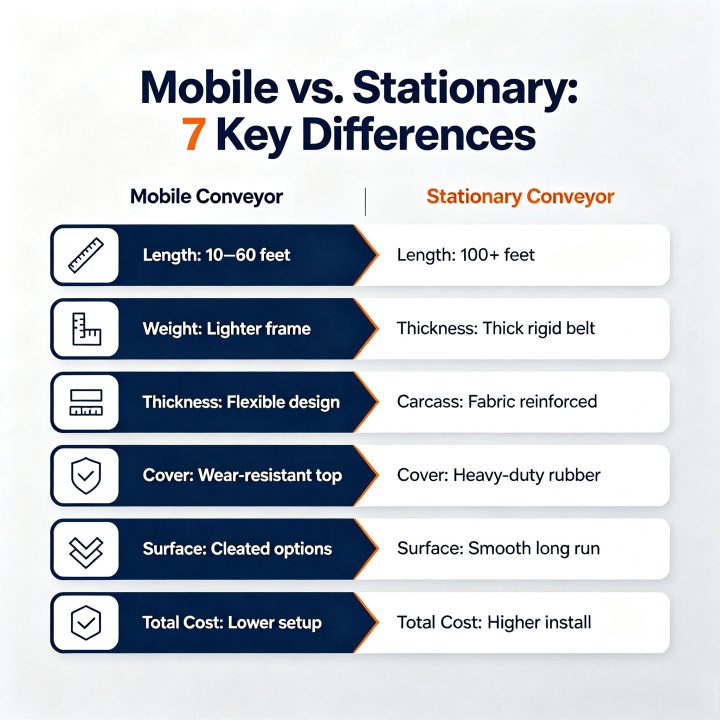
| Factor | Stationary Plant | Mobile Unit |
| Conveyor length | Long (100+ ft) | Short (10–60 ft typical) |
| Belt cycles | Fewer | Many more |
| Critical belt property | Tensile strength | Impact resistance + flexibility |
| Belt mass | Less critical | Critical (affects fuel/power) |
| Optimal design | Thicker carcass, strong splice | Low-profile, high-strength, flexible |
| Environmental exposure | Controlled location | Varies by job site |
Before purchasing a mobile conveyor belt for heavy materials, ask yourself:
What material are you moving? Abrasive materials like gravel and coal require belts with heavy-duty cover compounds.
What's your typical incline? Over 20°? You'll likely need a chevron or cleated belt.
How many cycles per day? Higher cycles demand more flexible carcass designs.
What's your power source? Limited power means prioritizing lightweight, energy-efficient belts.
Don't treat mobile and stationary conveyor belts as interchangeable. The belt that works for a fixed quarry plant will likely underperform—or fail prematurely—on a mobile crusher. The key differences in length, cycle frequency, power constraints, and operating environment demand a tailored approach.
Sourcing the most optimal belt for your specific mobile application isn't just about avoiding breakdowns—it's about lowering your total cost of ownership and maximizing profitability.
Need help selecting the right mobile conveyor belt for your heavy material operation? [Contact us] for a consultation or request a quote today.
CONTACT
WhatsApp:+86 18339211009
Email:sale@xxdahan.com
Add:China, Henan Province, Xinxiang City.Yanjin county forest park gate to the west 1000 meters north road
