How to Choose the Right Rubber Belt Conveyor for Your Production Line?
Monday July-13 2026 11:56:42
How to Choose the Right Rubber Belt Conveyor for Your Production Line?
Selecting the right rubber belt conveyor for your production line is one of the most critical decisions you'll make as a plant manager or operations engineer. The conveyor belt is the only component of your system that directly contacts your products, and its performance directly impacts your productivity, maintenance costs, and ultimately, your bottom line.

With the wrong choice, you risk costly breakdowns, unnecessary maintenance, product contamination, and operational downtime. With the right choice, you'll enjoy years of reliable service, reduced total cost of ownership, and a safer working environment.
This guide will walk you through the essential factors to consider, helping you make an informed decision that matches your specific operational needs.
Understand Your Material and Application
Before diving into specifications, you need to thoroughly understand what you're moving and how.
Material Characteristics
The nature of your conveyed material is the starting point for any selection process. Ask yourself these questions:
-
What is the material? Bulk materials like ores and aggregates require different belts than packaged goods or food products.
-
What is the size and weight? Large, heavy objects may require reinforced belts with higher load capacity, while lightweight products might be fine with standard options.
-
Is the material abrasive or sharp? Materials with sharp edges or abrasive surfaces can quickly damage standard belts, making cut-resistant or abrasion-resistant belts necessary.
-
What is the material temperature? Hot materials (like freshly sintered ore or baked goods) require heat-resistant belts, while cold environments demand belts that won't become brittle.
-
Is the material oily, sticky, or wet? Oil-resistant belts are essential for applications involving grease or oil, while sticky products may need non-stick surfaces.

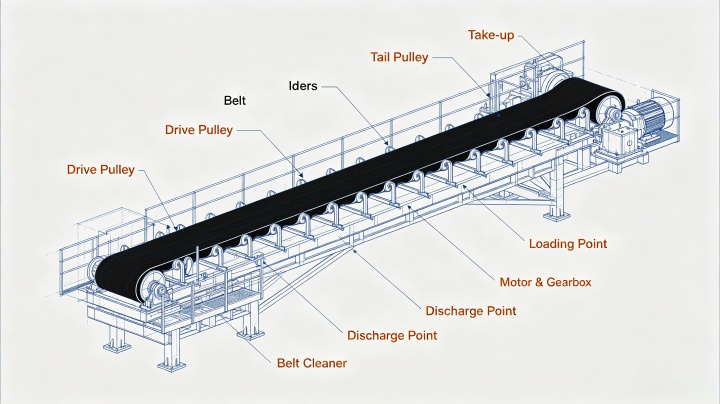
Conveyor Function and Layout
How the conveyor fits into your production line matters just as much as what it carries.
-
Is it simple point-to-point conveying or specialized? A conveyor used only for transport has different requirements than one used for accumulation, indexing, or positioning.
-
Is it horizontal or inclined? Inclined conveyors may require cleated belts or high-friction surfaces to prevent product slippage.
-
What is the conveyor length? Longer conveyors may need higher tensile strength belts and more complex tensioning systems.
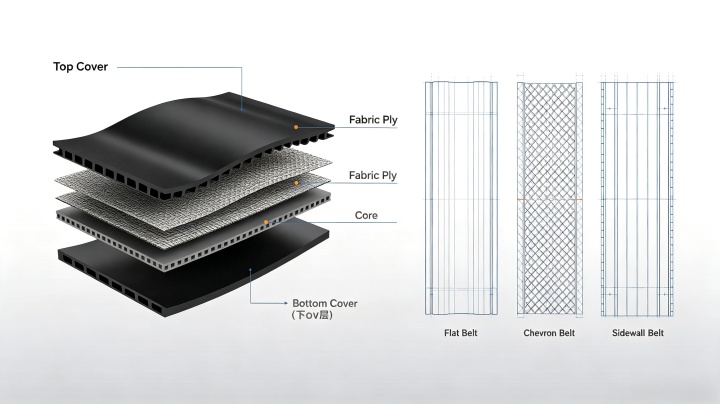
Select the Right Belt Material and Construction
Rubber conveyor belts come in a wide range of materials and constructions. Matching these to your application is crucial for longevity and performance.
By Application Type
Here's a quick guide to matching belt material to your operational needs:
|
Application Type |
Recommended Belt Material |
Key Considerations |
|
Heavy-Duty Industry (Mining, Quarrying, Construction) |
Rubber (Natural/SBR) |
Excellent abrasion resistance, impact resistance, and durability for bulk handling. Steel cord reinforcement for the highest tensile strength. |
|
Food Processing |
Food-grade rubber or PVC/PU |
Must comply with hygiene regulations, non-absorbent, easy to clean, withstands washdown chemicals. |
|
High-Temperature Environments |
EPDM rubber, silicone, or stainless steel mesh |
EPDM offers moderate heat resistance; silicone and steel mesh handle extreme heat. |
|
Oily/Greasy Environments |
Nitrile (NBR) or oil-resistant rubber compounds |
Resists degradation from oil and grease exposure. |
|
Cold Storage / Outdoor Winter |
Low-temperature resistant rubber |
Prevents cracking and shrinkage in cold conditions. |
Key Technical Terms to Understand
When discussing specifications with suppliers, you'll encounter these terms:
-
Tensile Strength: The force a belt can withstand before breaking under tension. Measured in PIW (Pounds per Inch of Width) or kN/m. For heavy-duty applications, higher PIW ratings are essential—e.g., 220 PIW is standard for many grain conveyors, while 330+ PIW is needed for long runs and steep inclines.
-
Abrasion Resistance: How well the belt resists surface wear from friction. Critical for handling abrasive materials like ores or aggregates.
-
Impact Resistance: The belt's ability to absorb shock loads without cracking or puncturing. Crucial if materials are dropped onto the belt from height.
-
Ply Count: The number of fabric layers inside the belt. More plies generally mean greater strength and load capacity, but less flexibility. Most conveyor belts should have no more than 6 plies.
-
Cover Thickness: The top and bottom rubber layers protect the belt core. Thicker covers offer better impact and abrasion resistance but increase weight.
Evaluate Environmental Conditions
The environment where your conveyor operates can significantly affect belt life.
-
Temperature Extremes: High temperatures can cause stretching or layer separation; low temperatures can make belts brittle. Make sure your belt is rated for your ambient and product temperatures.
-
Chemical Exposure: If your belt will be exposed to solvents, sanitizers, or acidic/alkaline solutions, you need chemically resistant materials. Nylon and PVC can degrade in alkaline or chlorinated solutions, while UHMW-PE offers broad chemical resistance.
-
Dust and Contaminants: Dusty environments may require anti-static belts to prevent ignition risks, especially in grain handling or other combustible settings. Cleanroom environments may require belts with sealed edges to minimize particle release.
-
Outdoor vs. Indoor: Outdoor belts need weather resistance, including UV protection and moisture resistance.
Consider Total Cost of Ownership, Not Just Price
It's tempting to choose the cheapest option upfront, but this can cost you significantly more in the long run.
A "better value" conveyor belt is determined by balancing its Total Cost of Ownership (TCO)—not just the initial sticker price. TCO includes:
-
Initial Purchase and Installation Costs: The upfront expense.
-
Operational Costs: Energy consumption to run the belt system. Lighter or low-friction belts may reduce energy use.
-
Maintenance and Repair Costs: Planned maintenance and unexpected repairs. Some belts require frequent alignment and service; others are designed for easy maintenance.
-
Downtime Costs: Lost production time when the belt is not operational. This is often the largest hidden cost.
-
Disposal/Recycling Costs: End-of-life expenses.
A belt with a higher initial price can deliver better overall value if it significantly reduces maintenance and downtime over several years.
Partner with a Knowledgeable Supplier
Finally, the quality of your supplier relationship adds significant intangible value. Choose a partner who can offer:
-
Expert Advice: Support for selection, installation, and troubleshooting.
-
Customization: Ability to provide belts with specific covers, cleats, profiles, or tracking guides that match your exact application.
-
Reliable Delivery: Availability of replacement parts and timely delivery to minimize downtime.
-
Warranty and Service: Comprehensive warranties and available maintenance services reduce financial risk.

Choosing the right rubber belt conveyor for your production line is a multi-faceted decision. By thoroughly understanding your material, application, and environment, and by partnering with a knowledgeable supplier, you can select a belt that delivers long-term value, reliability, and peace of mind.
Start with these questions, document your requirements, and use them as a checklist when evaluating options. The right choice today will pay dividends in productivity and cost savings for years to come.
Need help selecting the right rubber belt conveyor for your specific production line? Contact our team of experts for personalized guidance and a customized solution tailored to your operational needs.




